Měření pro ověření kvality výroby
Nově nyní disponujeme souřadnicovým měřicím strojem (CMM). Stroj od firmy Zeiss posouvá výrobu o krok dál k vyšší kvalitě výroby.
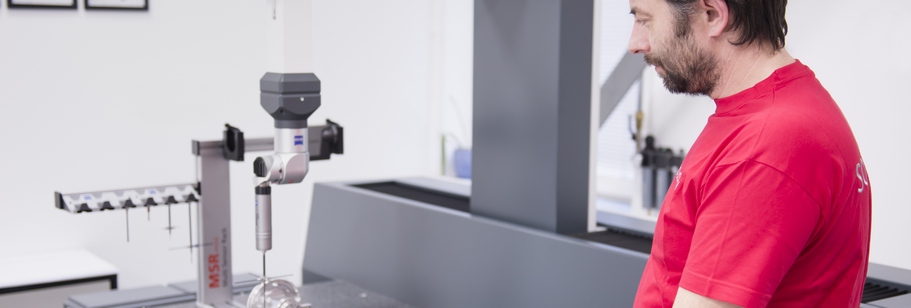
Měřicí stroj Zeiss Contura je vybaven sadou snímačů, otočnou hlavou RDS a pro měření tvarových ploch skenovací hlavou LineScan. Výstupem, který vám můžeme nabídnout, tedy může být nejen měrový protokol, ale i sken v podobě mraku bodů a případně jsme vám schopni nabídnout i zpracování těchto dat ve spolupráci s naší mateřskou společností SolidVision:
- polygonizace (tvorba STL)
- reverzní inženýrství
- zpracování protokolů měřených dat
Video prezentace
Měřicí stroj Zeiss Contura (10/12/6) má následující vlastnosti
- chyba měření délky E0 – od 1,8 + L/350 μm
- maximální měřicí rozsah, který je však závislý na použitém snímači, je:
- v ose X 1 000 mm
- v ose Y 1 200 mm
- v ose Z 600 mm
- maximální zatížení 1 150 Kg
Tento stroj je možno využít i formou zakázkového měření, proto nás neváhejte kontaktovat.
Co byste měli vědět – podmínky pro měření
- díly k měření nesmí přesáhnout výše uvedené rozměry a hmotnost
- díly musí být čisté a odmaštěné
- jedná se o velmi přesné měření, které by tyto vlastnosti mohly negativně ovlivnit. Například náhlé vytečení kapaliny může zničit pojezdy stroje atd.
- je nutno počítat s tím, že se jedná o dotykové měření, tudíž není metoda vhodná pro díly s nízkou tuhostí, jako je například pryž, molitan nebo některé plasty
- také byste měli vědět, že se některé díly mohou při případném měření rubu a líce deformovat vlastní tíží
- musíte sdělit koeficient teplotní roztažnosti měřeného materiálu (Koeficient lineární teplotní roztažnosti (10 -6 m / m K))
- k dílu musíte dodat CAD model a to nejlépe ve formátu *.IGS
- pro co možná nejlepší odhadnutí doby pro přípravu měření a vlastní měření prosím zašlete CAD model s výkresem, kde budou vyznačeny požadované rozměry a charakteristiky pro měření a také uvedené ISO 2768
- na tomto stroji nelze měřit velikost a stoupání závitů, pouze rozteč a polohu těchto otvorů. Velikost a stoupání můžeme ověřit pomocí běžných kalibrů na závity
- taktéž nelze změřit díly, které mají příliš malé otvory, drážky atd. Díly, které jsou tvarově složité a mají stěny pro měření tzv. „za roh“, nelze z technických důvodů změřit, jelikož se do takových míst sonda nedostane a ani optika skeneru tam „nevidí“
- rádiusy a oblé části, které jsou příliš malé nebo menší než R5 mm nejsme schopni kvalitně změřit, tudíž je neměříme nebo je nutné výsledek nezávisle ověřit
- pro oblouk, rádius nebo neúplnou kružnici je nutné zachovat minimálně 180° rozsahu měření. Když je rozsah menší vyhodnocení je možné, ale je nutné výsledek nezávisle ověřit. To platí i pro příliš malé tvarové plochy
- menší otvor nebo drážku než 1.5 mm nezměříme
- geometrickou toleranci (GD&T / GPS) „polohy“ měříme jen s určením základny / základen ve výkresové dokumentaci
- při opakovaném měření, kdy se použije původní program, bude účtováno ½ hodiny na seřízení stroje a kalibraci snímačů pro daný díl
- pro neoznačené nebo škrtnuté charakteristiky ve výkrese nelze v našich podmínkách změřit
Při „ručním“ měření dílů pomocí měřidel jako jsou posuvné měřidla, mikrometry, kalibry jsou vystaveny měrové dokumenty ve formě poznámek ve výkrese daného dílu, jako je naměřená hodnota nebo OK / NOK.
Taktéž může být hodnota měření zaznamenána v tabulce, která je nedílnou součástí výkresu dané revize a záznamu identifikátoru „SOC“ zakázky.
Takto změřené hodnoty jsou označeny zeleně jako OK nebo červeně jako NOK (zmetek). Hodnoty ve výkrese označené žlutě (popřípadě s číslem charakteristiky) se vztahují k měření pomocí CMM a jsou zaznamenány v CMM protokolu.
Jelikož nemůžeme disponovat všemi měřidly, tak se může stát, že nejsme schopni některé hodnoty v našich podmínkách změřit. Proto takové charakteristiky (kóty) jsou ve výkrese přeškrtnuty, nebo nemají číslo měřené charakteristiky, popřípadě nemají u kóty žádnou poznámku.
Ve všech těchto případných omezeních je vhodné problém s námi prodiskutovat.
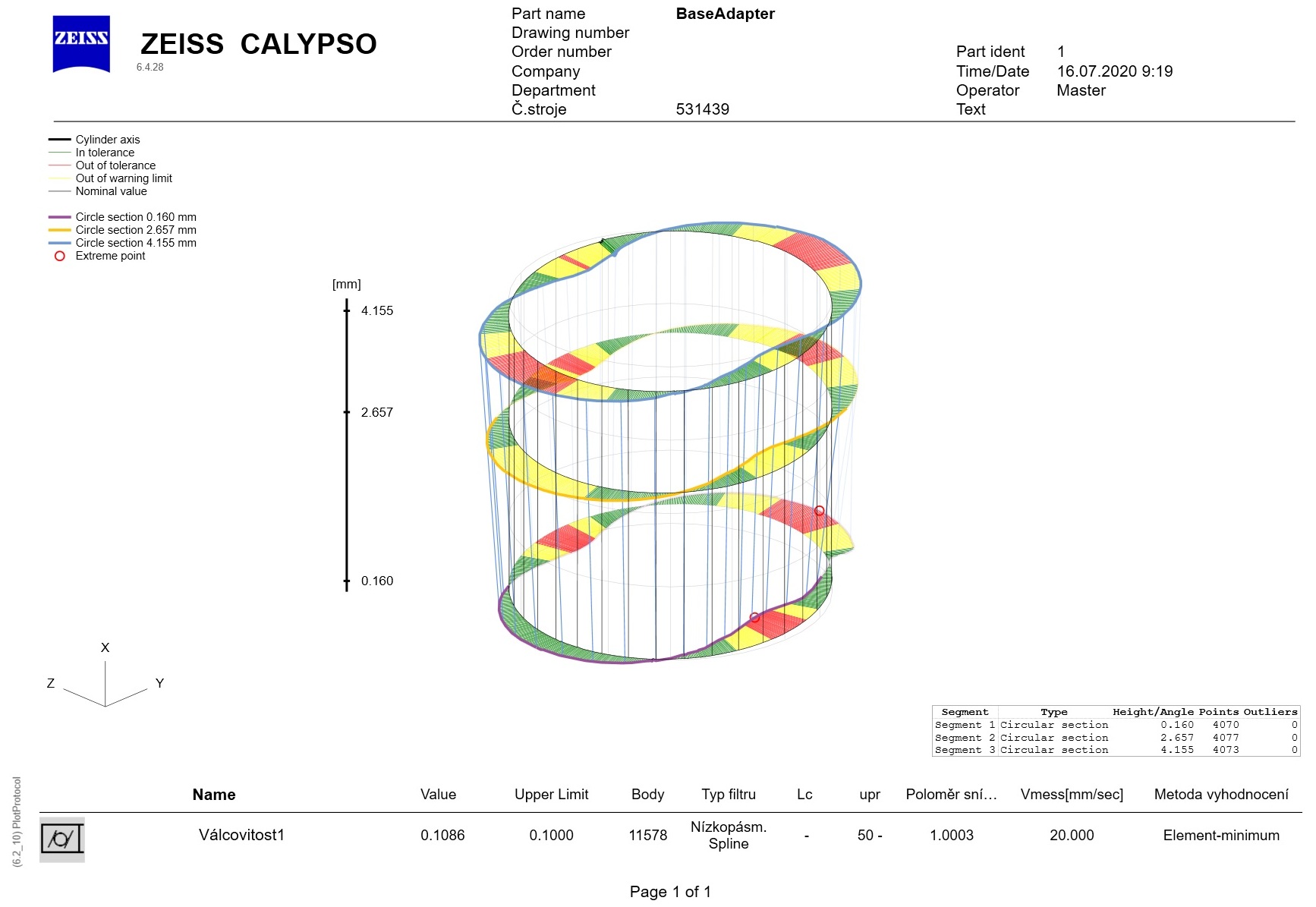
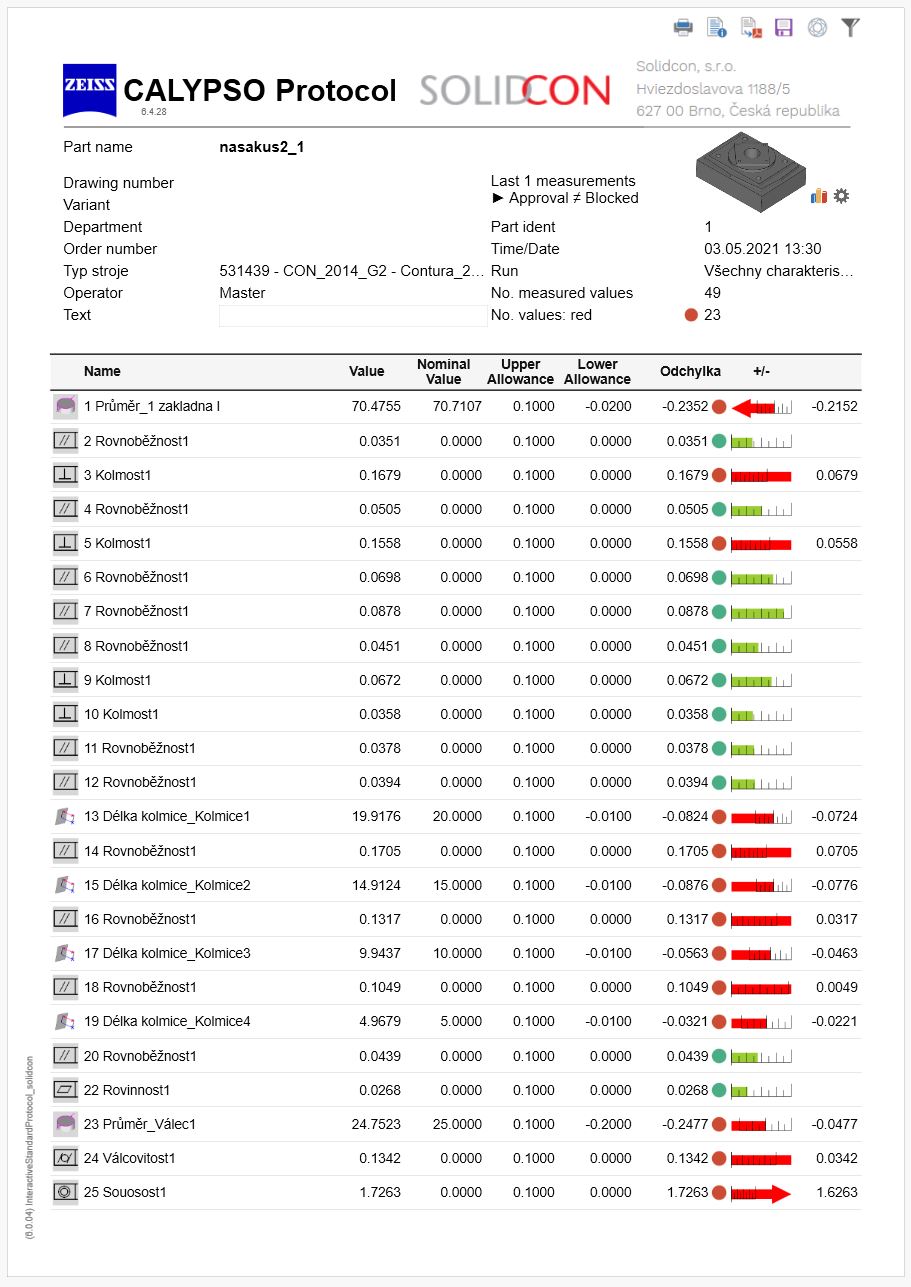
Výstup měření
Jako výstup měření dodáváme měrový protokol a na vyžádání můžeme dodat protokol ve formátu XLS.
Měrové protokoly ve formátu .pdf vystavené firmou Solidcon s. r. o. a hlavičkou firmy Solidcon s. r. o. považujte vždy za nominální!

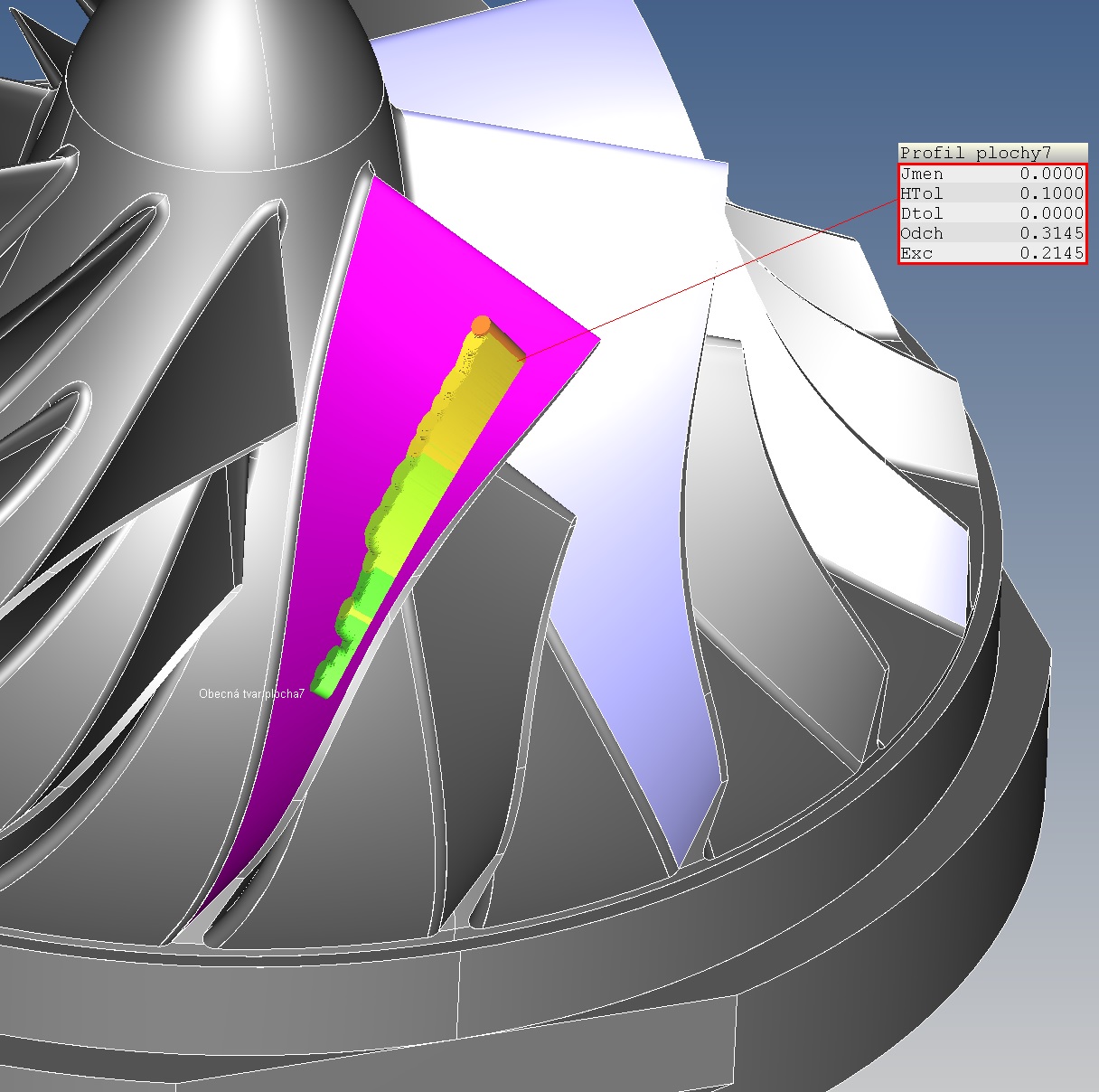
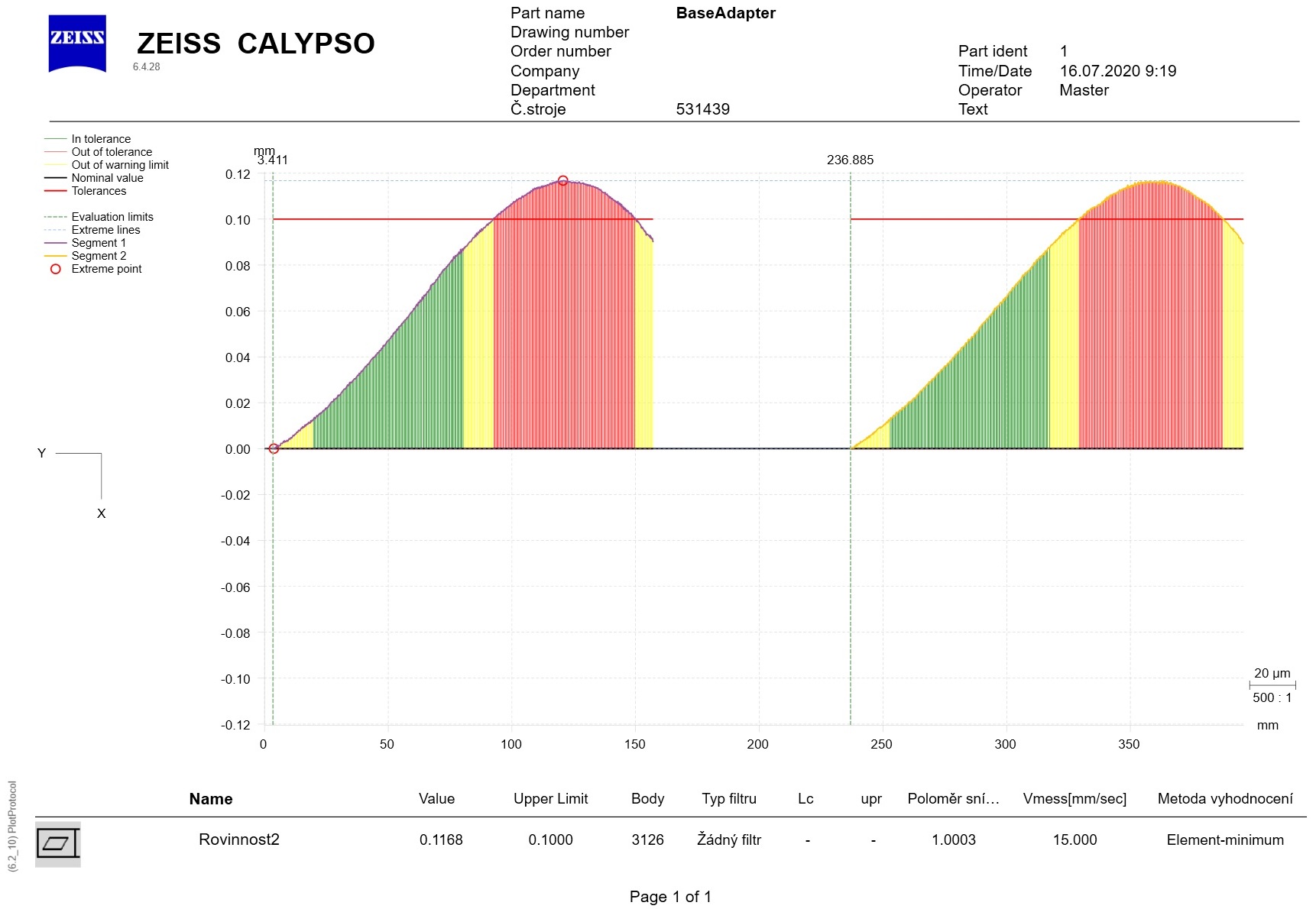
Pro lepší názornost lze dodat i grafické znázornění některých charakteristik.